Takt Planning is a detailed one-page, one-process flow schedule that focuses on throughput, production, bottlenecks, and ultimately, creating flow. It is accompanied by Lean practices to be the most effective scheduling tool in the industry for construction because it creates stable construction environments, enables total participation, and provides a basis upon which to improve all aspects of construction.
In German, the word Takt means beat frequency or the regularity with which something gets done. When used with Lean, it means standardization, predictability, and the heartbeat of the project’s production system. Our definition of lean and how it applies to construction is simple and important to define as there has not been a standard until now on what Lean is. We take a similar approach to Niklas Modig in his Book This is Lean, but in this Blog Post, we will give our basic definition and links where you can learn more.
Lean Definition:
Respect for People and Resources
Stability and Flow
Total Participation & Visual Systems
Continuous Improvement & Quality
Jason Schroeder dives deep into these theories and how you and your project team or company as a whole can assess where you are at and helps facilitate that change in his Online Course “The Foundation of Construction Excellence” on the Construction Excellence platform that is part of the Operational Excellence group.

Click this video to see what this course is and how lean principles are actually used to achieve success in construction.
Now we understand the basics of the principles that when applied with Takt make all the difference. So let’s dive into the Takt theory side of the equation and for that we start with the basic definitions.
Takt Definitions:
Takt: German for baton, beat, or rhythm
Takt in Takt Planning: The individual cell representing the intersection of time and space. This can be empty or include a Takt wagon. It is the basic unit of a Takt plan.
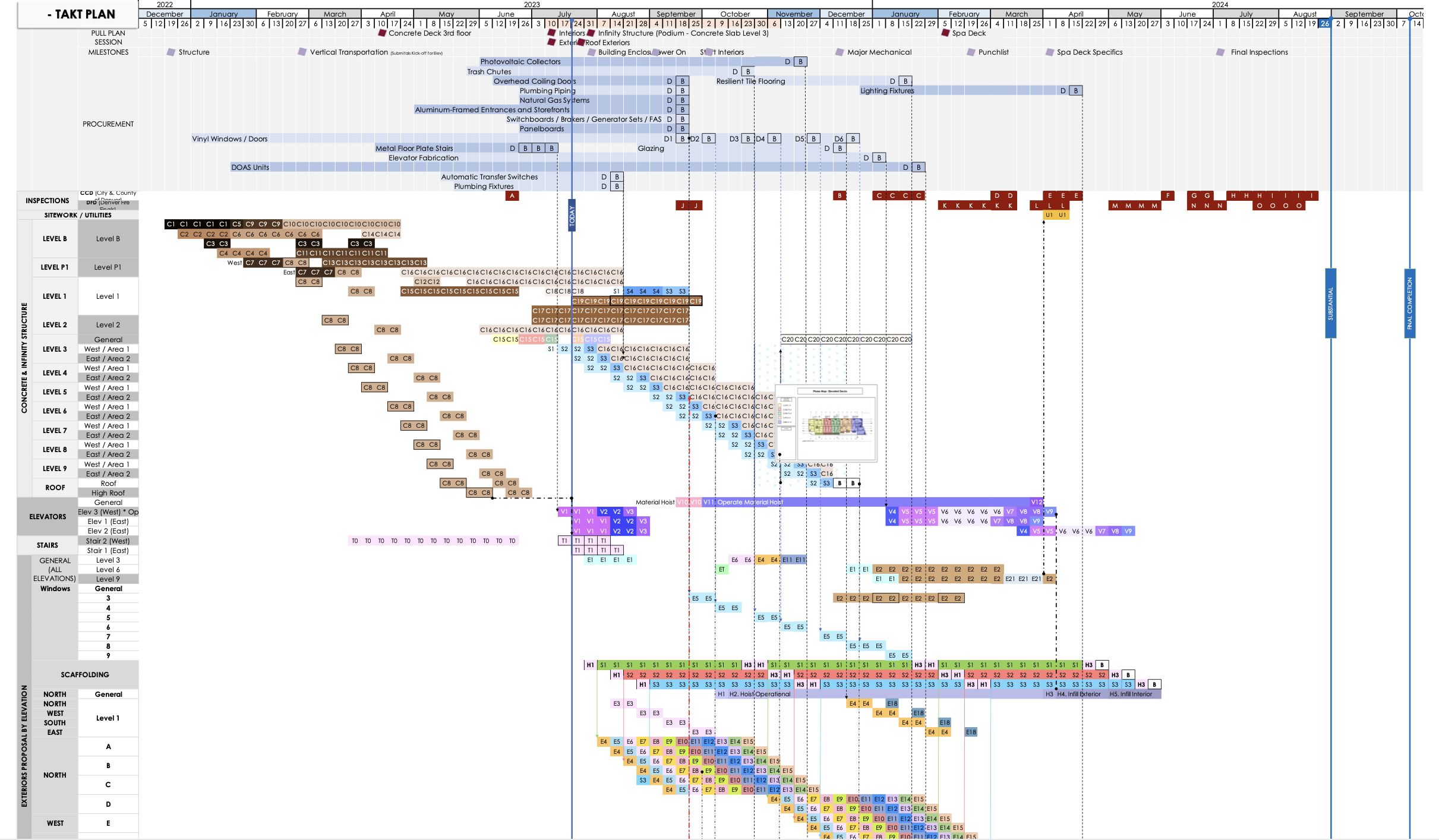
Takt Plan: The strategic and logistical visual plan that shows the Takt trains in relationship to each other per the specified Takt time with columns of time and rows of Takt zones (geographical location) or general sequences.
Takt Control: A tactical system of holding the dates, stabilizing procurement, limiting work in process, and finishing as you go. It is the process of using the execution plan within the Takt plan that is constantly evolving and making short-cycled adjustments of the Takt plan to increase flow and improve the execution of the work. Typically, Takt planning takes 20% of the time in development, and the remaining 80% is spent in Takt control.
Takt Phase: The grouping of Takt trains by zones that compile to make up similar types of scope, e.g., structural, rough-in, and exteriors. Takt time and throughput time are specific to Takt phases.
Takt Zone: A production area that is determined by its repeatability and ability to fit into a rhythm with other areas to balance the overall production schedule. This is a batch of geographical area that is either increased or decreased to achieve flow.
Takt Train: A series of wagons in a Takt zone. This is also sometimes called a Takt sequence.
Takt Wagons: One or more work packages or scope(s) of work packaged into a single cell in a Takt train usually shown on Excel, or a Takt when in an application like Takt.ing.
Work Packages: Features of work or scopes within a Takt wagon. If found within the same Takt wagon, they should not constrain or hinder each other in any way.
Work Steps: The tasks in the installation process within the work package. For example, if your work package was OH Electrical, then the steps might be conduit runs, light boxes, fire alarm, cable tray, low voltage, etc.
Takt Time: Measurable beat time, rate time, or heartbeat. In Lean, Takt time is the rate at which a finished product needs to be completed in order to meet customer demand. It is the syncopation or rate of beats such as one might find on a metronome. To expound, Takt time is the duration of the time scale into which the Takt wagons are fit. If the Takt time is five days, the wagons fit into multiples of that duration. If a wagon includes the work package of overhead mechanical and that overall duration is fifteen days, and the Takt time is five days, there will be three Takt wagons that say, “Overhead Mechanical” in three-time scales.
Where does Takt come from?
Takt time is taken from the German word Taktzeit, meaning cycle time. According to Colin Ducharme and Todd Ruddick, who teach Lean Six Sigma courses, “The word was likely introduced to Japan by German engineers in the 1930s,” which explains why Lean and Takt have an interwoven history.
The actual word originates from the Latin word tactus meaning touch, sense of touch, feeling. Some earlier meanings include beat triggered by regular contact, clock beat from the 16th century, beat indicating the rhythm pertaining to music, and also regular unit of note value from the 18th century.
Takt is focused on the rhythm of sequences or geographical areas on the project site sometimes known as location-based scheduling. European countries have successfully been using this type of scheduling for years. Early Takt plans have been found from Norway with ship building. Also, in Russia and Germany over a century ago with a very detailed and sometimes complex mathematical analysis. Takt planning has been called a variety of names over the years: One-Process Flow Scheduling, Linear Scheduling, SIPS, Line of Balance, or Even Flow Production. It feels appropriate to call it by the name of Takt because it has a good brand name throughout the industry currently and allows us all to rally behind the concept together.
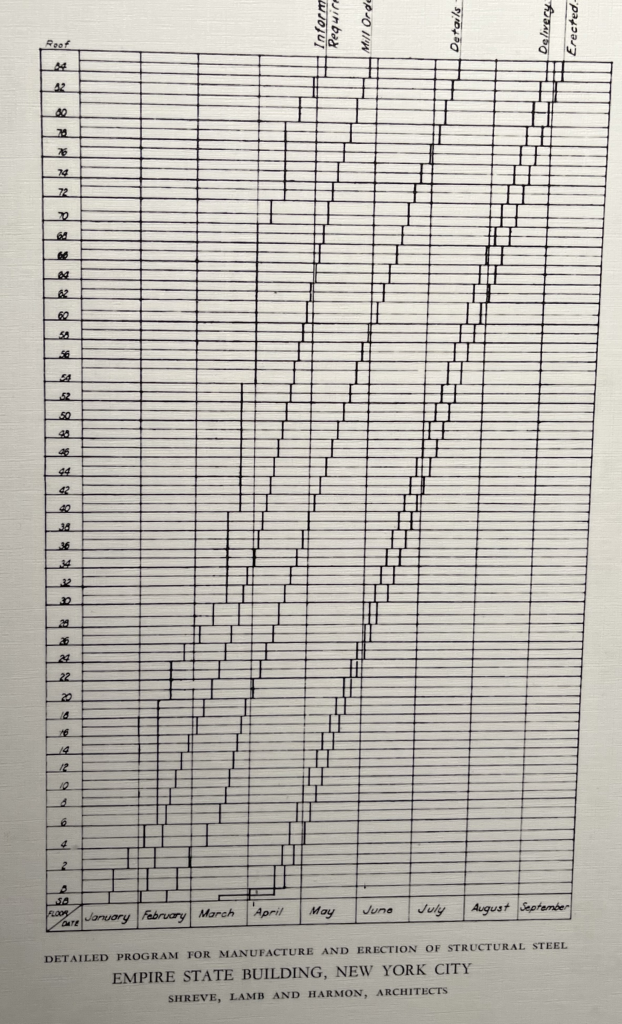
Takt planning can be seen in the construction of the Empire State Building

and more recently in the United States Pentagon Renovation constructed by Hensel Phelps in 2002. This planning was termed SIPS or Short Interval Planning Schedule which is what we have termed above a Takt phase and are very similar in execution.

Despite both of these projects being wildly successful, CPM continues to be the dominant scheduling system in the United States.The argument for CPM is typically the favoring of data and data mining; however, visual schedules and uniting the workforce around a common plan should be more important. Additionally, Takt is not only rich with data, it is also the only scheduling system based on mathematical production equations and production laws.

Batching vs. OPF
The biggest difference between CPM and Takt is one-process-flow vs. batching. One-process flow describes a condition where work is finished one scope or process at a time from beginning to end, instead of in large batches. Processes or work moves from phase to phase or step to step in a flow on the shortest path possible on its way to the customer. Examples of one-process flow are as follows: Sending out meeting minutes right after the meeting, filling out an inspection report right after the visit, answering emails as they arrive, finishing work areas by scope while there and work is in progress, excavating, installing, inspecting, and backfilling sections of pipe in segments, and starting, building, and completing phases of work before starting another one. To do this, we need to be open to…

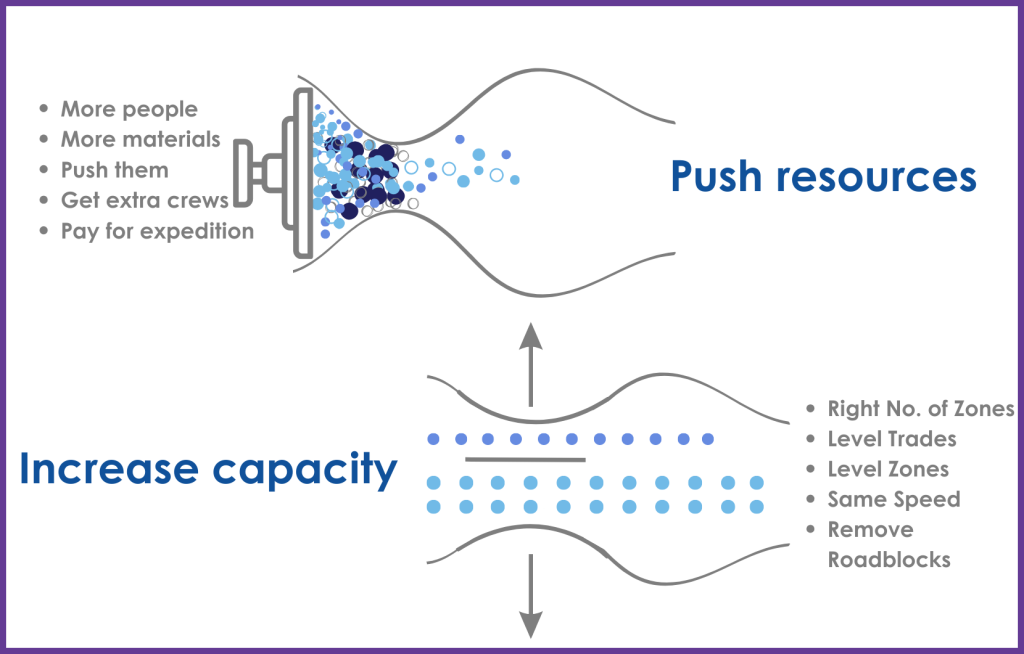
The tricky thing with bottlenecks is that new ones will show up when you optimize the first ones or the largest ones so it is a continual game of increasing flow by adjusting the throughput of the system. This is the key to achieving the shortest overall duration, with the smallest crew sizes, with the most minimal material inventory, in a visual system that identifies problems when they happen, in a continuous flow that allows an evenness the team can use to focus their attention on the removal of roadblocks.
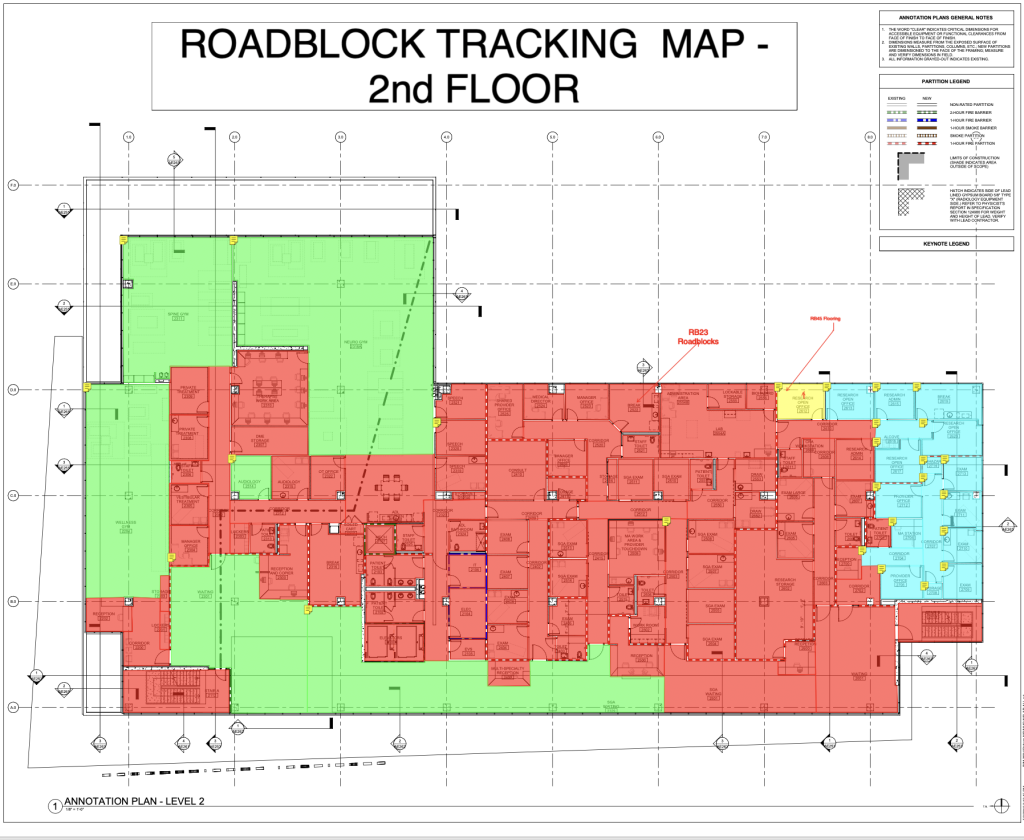
Roadblocks Removal:
Roadblock tracking maps are crucial to the system. They are used to show the differentiation between typical and non-typical areas and also to track roadblocks visually throughout the system. They can be based on the Takt zone maps and can either be physical drawings with plexiglass coverings on your conference room wall or a Bluebeam Project to which everyone has access. The point is to spend most of the time focusing on the removal of roadblocks as the number one standing tactical order. We will soon explain how this is done.
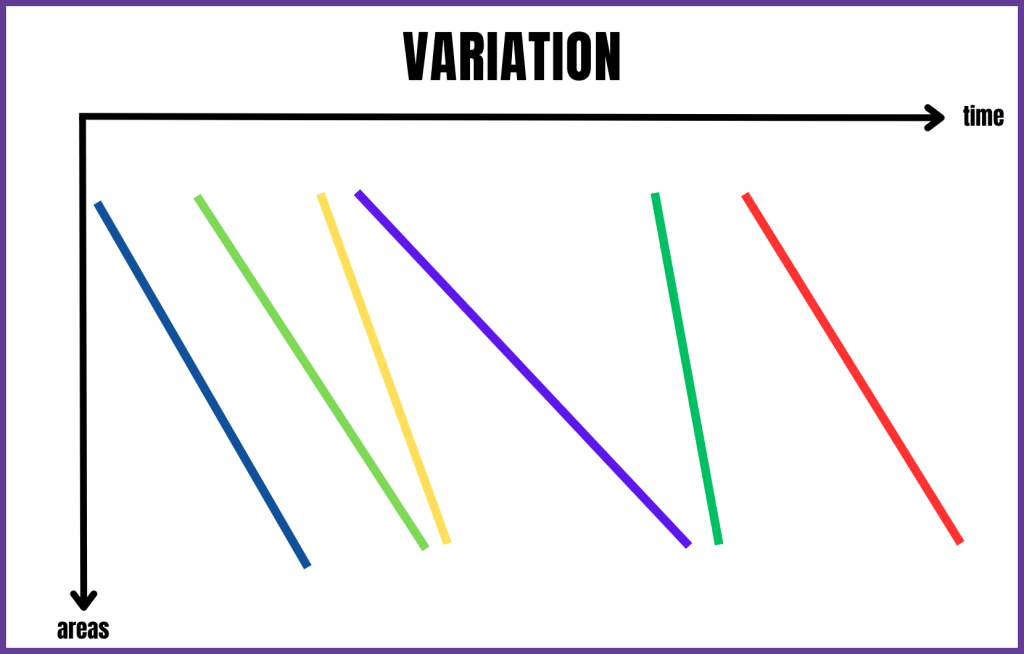
For now, we need to understand that the goal of Takt is to even out the flow by removing roadblocks that become visual. As we remove roadblocks, reduce variation, and increase our visibility and effectiveness, we will understand the true production rate or throughput for this type of work in this geographical area and you can now…