
Why the Hoist Is the Heartbeat of Your Jobsite Logistics System
Most projects treat the hoist like a taxi. Someone needs to go up, they push the button. A delivery arrives, they load it and send it. Nobody thinks twice about it. The hoist is just there a piece of equipment in the background doing its job. But that mindset is costing projects more than they realize, and it shows up in ways that are easy to miss until the whole system starts grinding.
The hoist is not a taxi. It is the vertical artery of your entire logistics operation. Everything that moves in a multi-story building every pallet of material, every tool, every person depends on that hoist running cleanly and reliably. When it flows, the project flows. When it gets congested, overloaded, or treated like an afterthought, the ripple effects spread across every floor and every trade. Understanding the hoist as a critical production resource instead of a convenience changes how you design and manage your entire logistics system.
What Happens When Nobody Owns the Hoist
Walk the base of a hoist on a typical mid-size commercial project and you’ll see the same picture almost every time. Pallets sitting at odd angles. Loose material stacked against the gate. Cardboard from last week’s delivery still in the corner. Three trades waiting to load, each with a different urgency, none of them coordinated. A driver idling at the edge of the staging area because nobody told him where to go or when his window was. And a hoist operator trying to make everyone happy while nothing is actually organized.
That picture is not random. It’s the natural result of a system that never designed hoist management as a discipline. And the production cost is significant. Every uncoordinated load takes longer. Every traffic jam at the base eats time from multiple crews simultaneously. Every delivery that doesn’t match the staging plan creates a domino of small disruptions that accumulates quietly all day. Production drops. Frustration rises. And the foremen start calling the hoist a problem instead of recognizing that the system around the hoist is the problem.
The system failed the crew. They didn’t fail the system.
A Story That Changed How I Think About This
I remember one project where we noticed our productivity numbers dropping mid-project and nobody could immediately explain why. Work was happening. Crews were on site. Materials were arriving. But the pace had slowed noticeably. When we did a deep look, the hoist was the culprit. Not a mechanical problem a system problem. Deliveries had started arriving randomly. The base of the hoist had accumulated loose material and packaging. The hoist operator was fielding requests from three different trades simultaneously with no priority sequence. Crews on upper floors were waiting an average of twenty-plus minutes between loads because the hoist was tied up resolving confusion at the base.
One of the superintendents I respect deeply had shown me years earlier how McCarthy had analyzed hoist capacity on a complex laboratory project by doing a section cut through the building at peak times and mapping what operations were happening on every floor. They modeled exactly how much material needed to move per day, analyzed how fast the hoist could cycle, and discovered they needed two hoist cabs to support peak production. That analysis thinking treating the hoist as a production system requiring capacity planning is what most projects never do. They discover the problem on the floor instead of in the planning phase, when it’s cheap to fix.
Why Hoist Rules Are a Production Strategy
On high-performing projects, the hoist operates under a clear set of rules that everyone every trade, every foreman, every delivery driver knows and follows. These are not bureaucratic policies. They are production guardrails that protect the flow of the entire system.
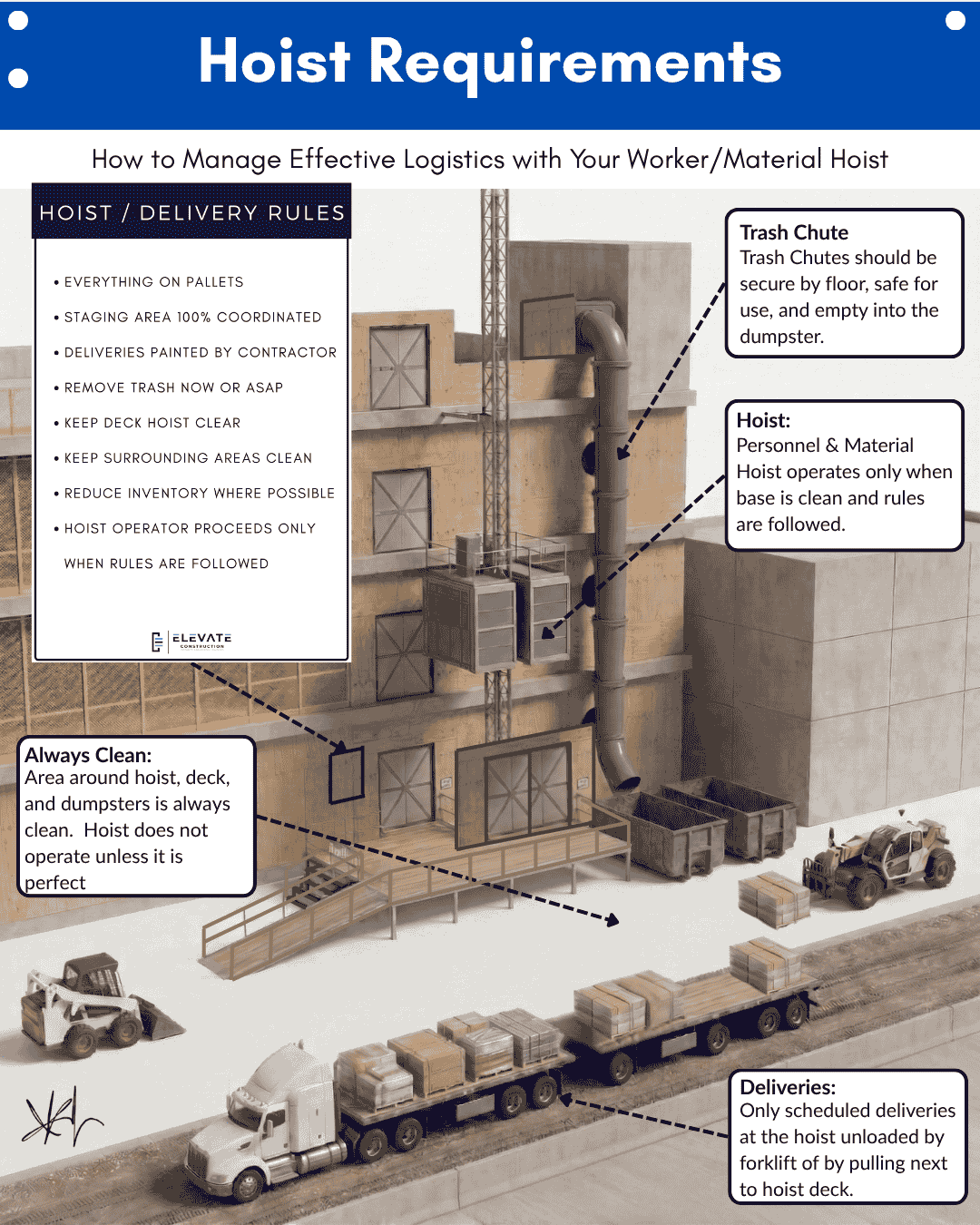
The hoist operator does not move the hoist unless the area around the base is clean and clear. Everything entering the hoist is on a pallet or on wheels nothing loose, nothing stacked freehand, nothing that will shift during travel or create a hazard on arrival. Deliveries are scheduled, not random. Only scheduled deliveries arrive at the hoist, unloaded by forklift or pulled directly next to the hoist deck. Staging areas on every floor are 100% coordinated so that materials arriving on a given floor have a designated landing point that the receiving crew is ready for. The debris removal loop runs continuously so that trash, wrapping, and cardboard leave the floors on a schedule, not when someone finally gets frustrated enough to deal with it.
Here is the signal to watch for on your project:
- Random trucks arriving at the hoist without a scheduled window
- Loose material or packaging accumulating at the hoist base
- Crews on upper floors waiting more than ten minutes between loads
- Hoist staging areas on floors that have not been assigned or coordinated
- Deliveries being painted by contractor with no clear receiving plan at the destination floor
Each of those signals points to the same root cause: the hoist was not designed into the logistics system. It was assumed to work on its own.
Teaching the Framework: The Hoist as a Managed Resource
Jason Schroeder teaches that procurement feeds production and that the supply chain must be zoned to match the production plan. The hoist is where those two principles intersect physically every single day. If the kitting yard prepares zone-specific pallets but the hoist doesn’t have a scheduled delivery window for each zone, the preparation work at the yard doesn’t matter. The kitted pallet sits waiting, the crew waits on the floor, and the carefully designed logistics system stalls at the last vertical step.
This is why hoist management is not just a logistics topic it is a Takt Production System topic. In a well-run Takt environment, the train of trades moves through zones on a defined rhythm. That rhythm depends on materials reaching the zone on time. If the hoist is a bottleneck, the rhythm breaks. Zones fall behind. Handoffs get missed. The train stacks, and the flow that was built so carefully in the planning phase unravels in execution. The hoist has to be part of the Takt thinking from the beginning capacity analyzed, delivery windows coordinated, staging areas assigned by zone, and rules established before the first trade mobilizes.
The trash chute plays an equally important role in this system. Trash chutes should be secure by floor, safe for use, and emptying into a dumpster below at ground level. When debris comes off the floor through a designated chute instead of traveling down the hoist or accumulating in stairwells, the hoist stays dedicated to production. Every floor that stays clean because the trash removal system is working properly is a floor where crews can move faster, see problems earlier, and maintain the zone standards that Lean construction requires.
The Rule Is Simple: Nothing Moves Unless the System Is Ready
The most powerful principle behind hoist management is also the simplest. The hoist operator proceeds only when the rules are followed. Not most of the time. Not when it seems close enough. Only when the rules are followed. That standard creates accountability across every trade because every trade understands that a messy hoist base slows everyone down, not just the trade responsible for the mess.
This is Andon thinking applied to logistics. When something is wrong when the base isn’t clean, when a delivery arrived without a window, when a staging area on the fifth floor hasn’t been coordinated the system stops and the problem gets fixed before the hoist moves again. That discipline feels slow in the moment. It is dramatically faster over the course of a project because it prevents the accumulation of small failures that compound into major production losses.
It also sends a message to every person on the project. The standard matters. Flow is not optional. The base of the hoist is not a storage area or a dumping zone. It is the entry point of the production system, and it will be maintained accordingly. If your project needs superintendent coaching, project support, or leadership development, Elevate Construction can help your field teams stabilize, schedule, and flow. Protecting the hoist is one of the most visible ways a superintendent communicates that this project runs on discipline and respect not reaction and firefighting.
What Protecting the Hoist Protects Beyond the Schedule
Behind every production concept is a human being. When projects spiral into logistics chaos random deliveries, congested hoists, floors full of packaging it is the crews who pay the price. They wait. They search. They work around problems that the system should have solved. They take the frustration home with them at the end of the day. Their families feel the difference between a site that is running cleanly and one that is grinding.
Protecting hoist flow is protecting crew flow. And protecting crew flow is protecting the people doing the work. When the logistics system feeds them correctly when materials arrive at the floor, in the zone, on time, on pallets, with staging areas ready those tradespeople can do the work they were trained to do without fighting the system to do it. That’s what well-designed production systems make possible. That’s what Elevate Construction and LeanTakt are built to deliver.
A Challenge for the Builders Running Projects Right Now
Here’s what I want you to do this week. Stand at the base of your hoist for fifteen minutes during your busiest delivery window and just watch. Count how many loads are delayed because something wasn’t ready. Count how many trades are waiting at the base with no coordinated sequence. Look at the condition of the base itself clean, controlled, and clear, or chaotic? What you see in those fifteen minutes will tell you exactly what your hoist is doing to your production pace. Then ask: what would change if we designed and enforced the rules starting tomorrow?
Taiichi Ohno taught that the most dangerous waste is the waste you cannot see. The hoist bottleneck is a waste most projects never measure because they never thought to look. Start looking. Design the system. Protect the rules. Watch what happens to your floors.
On we go.
Frequently Asked Questions
Why does the hoist need operating rules if it already has a safety protocol?
Safety protocols govern the equipment. Hoist rules govern the production system around the equipment. A hoist can be mechanically safe and still be a daily bottleneck if deliveries are unscheduled, bases are cluttered, and staging areas are uncoordinated. Both sets of standards are necessary and they serve different purposes.
What does “everything on pallets” actually accomplish?
Pallets create a standard unit of movement that makes loading, unloading, and staging faster and more consistent. Loose material takes longer to load, is harder to count and inspect, and creates hazards in transit. When everything is on a pallet, the entire vertical logistics chain moves more reliably from yard to floor.
How do hoist rules connect to the Takt Production System?
Takt requires materials to reach each zone on a defined rhythm. The hoist is the vertical link in that supply chain. If the hoist is a bottleneck, zone deliveries are late, crews wait, and the Takt rhythm breaks. Building hoist delivery windows into the Takt plan is how high-performing projects keep the train of trades moving.
What should the hoist operator do when rules are not being followed?
The operator does not move the hoist. This is the standard. It is not punitive it is protective. When the operator holds the line, it signals the entire project that hoist rules exist and are enforced. It creates accountability at the system level rather than placing all the burden on individual supervisors chasing compliance one trade at a time.
How do trash chutes support hoist flow?
Trash chutes provide a dedicated path for waste to leave the building without competing with the hoist for production time. When debris is removed through chutes rather than loaded onto the hoist, the hoist stays available for materials and personnel. The result is a cleaner building, faster debris removal, and a hoist that runs without interruption.
If you want to learn more we have:
-Takt Virtual Training: (Click here)
-Check out our Youtube channel for more info: (Click here)
-Listen to the Elevate Construction podcast: (Click here)
-Check out our training programs and certifications: (Click here)
-The Takt Book: (Click here)
Discover Jason’s Expertise:
Meet Jason Schroeder, the driving force behind Elevate Construction IST. As the company’s owner and principal consultant, he’s dedicated to taking construction to new heights. With a wealth of industry experience, he’s crafted the Field Engineer Boot Camp and Superintendent Boot Camp – intensive training programs engineered to cultivate top-tier leaders capable of steering their teams towards success. Jason’s vision? To expand his training initiatives across the nation, empowering construction firms to soar to unprecedented levels of excellence.
On we go